

Automatic Bending Center In Air Conditioner Electric Control Box Process
With the continuous increase of our commercial air conditioner section, customers’ requirements for commercial air conditioner delivery are getting higher, and commercial air conditioners, as a typical representative of our customized products, also have a large number of customized elements in the production and assembly of their components. Sheet metal parts as the main components of commercial air conditioner shell and structure, the traditional staff-intensive bending production method can no longer keep pace with the development of the industry, gradually become a bottleneck in the process flow of sheet metal parts, the urgent need to develop automated, flexible processing mode.
Application Background of Bending Center
At present, the air conditioning industry generally adopts the human-machine combination of sheet metal bending method, which is mainly operated by manual hand-held parts on CNC bending equipment, and this human-machine operation method has problems such as poor consistency of parts quality, high labor intensity, high technical requirements, and ineffective guarantee of operation safety, which is extremely unfavorable to the improvement of bending efficiency and quality assurance of parts.
With the development of industrial robot technology, the combination of bending by CNC bending equipment and industrial robot linkage is gradually replacing the manual, while the industrial robot action needs to be taught programming, resulting in its application only in the production mode of bending sheet metal parts with large quantities and little switching. c
As a new sheet metal bending equipment, the single machine bending center is developed and designed to solve the problems of high labor intensity, poor quality consistency of manual bending, slow switching and frequent maintenance of industrial robot bending, etc. Therefore, the bending center has great application potential in solving the bending production of commercial air conditioning sheet metal parts.
-
The Overall Structure of The Bending Center
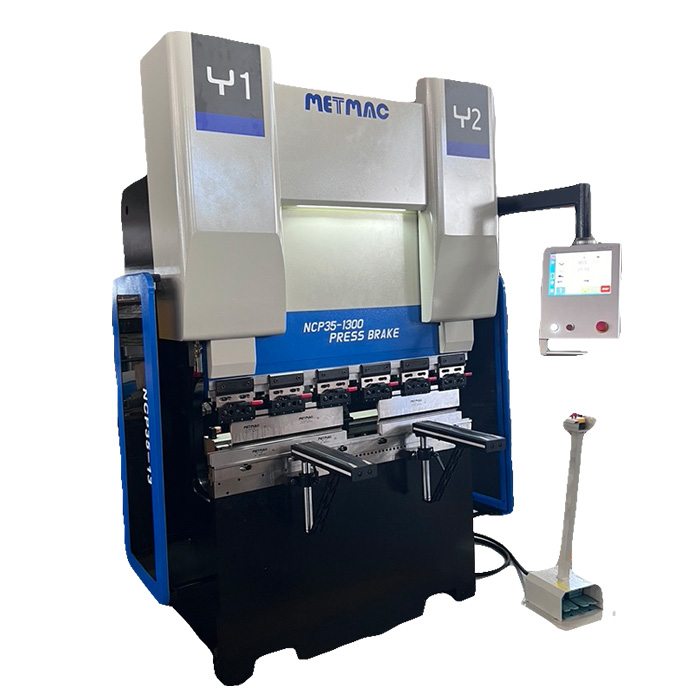
Commercial air conditioner parts are usually over 1250mm in length and weigh up to 10kg per part, making them labor-intensive to handle. The equipment unit includes loading cart, turning table, shuttle conveyor, bending machine, operator and discharging device, etc., as shown in Figure 2. The operator is located directly in front of the main machine, and the automatic loading and unloading systems are located on both sides of the CNC sheet bending machine. The automatic partition loading and unloading device and shuttle conveyor replace the manual transport of plates or workpieces to and from the table, the operator positions and feeds the processed plates, and the main machine completes the work of bending and forming the plates, and the fully automatic bending center is shown in Figure 3.

-
Online programming of folding center
For CNC equipment, the NC program is input from outside the CNC system directly for processing, in the equipment processing based on specific instructions for the corresponding action. The bending center application consists of four main parts: basic parameters, positioning parameters, bending parameters and NC code, and the operating interface is shown in Figure 4.

The basic parameters are used to identify the positioning size, material type, material thickness, etc. of the part, and include the operation parameters of the whole process of automatic loading and unloading as well as alignment and positioning; the positioning parameters are used to judge the position through the basic parameters, and ensure that the relative position of the part and the tooling equipment in the bending process is under precise control; the bending parameters are used to record the bending sequence, bending length, bending height, presser foot let-off, tooling Bending parameters are used to record the bending sequence, bending length, bending height, presser foot position, tooling changeover, etc., to realize the bending of parts in the production process according to the required three-dimensional shape.
All parameter information can be modified and adjusted in the NC code by specifying code instructions.
-
Practical application of the bending center
In the actual production process, the shape of the part should be designed to match the processing performance of the equipment. Some parts cannot be processed in the bending center even if they meet the dimensional requirements, mostly because of the limitations of the shape characteristics on the equipment processing.

-
The actual processing application of electric control box parts
The electric control box body is generally composed of the rear side panel and the left and right side panels. The rear side panel is a three-sided unit (U-shaped), and the bending height at both ends is generally greater than 165 mm, which exceeds the processing range of the equipment. The left and right side panels are symmetrical structures, which were originally designed with large louvers in the middle, so that the equipment operator cannot press the parts during positioning. In order to automate the production of these parts in the bending center, we worked together with the technical staff of the Commercial Air Conditioning Technology Department and the Engineering Department to optimize the design of these parts and considered placing the louvers on the rear side panels, as shown in Figure 5, so as to ensure that the left and right side panels could be processed in the multilateral bending center, and the design eventually passed the evaluation of the Customer Experience Center department and formed the company-level product design standard.
The left side plate, as shown in Figure 6, has 13 folding edges and several irregular overline holes, and manual bending requires two people to work together, which is easy to scratch the surface of the part and cause hidden quality problems. When using the bending center, the left side of the plate is automatically docked to the bending center feeding cart by the vertical storage, and the part blanks are turned by the plate material conveying and turning device during the feeding process, and then the part is centered and positioned by the pusher, so that the part blanks can be accurately transferred and fed, and the whole process does not require human intervention, and the processing time is shortened to 2.2min, so the production efficiency of the part is greatly improved. The production efficiency of the part is greatly improved. The machining method of the right side plate is basically the same as that of the left side plate.


-
Abnormal problems in the actual machining process
(1) The indentation problem in the machining of the part. Small scrap adhering to the surface of the part is the main reason for the indentation, because the scrap is not smoothly discharged from the mold during the processing of the previous process, the scrap adheres to the punch of the mold and brings out the scrap to the surface of the part during the processing of the next process.
The parts with small scrap on the surface are pressed by the presser foot of the operator during processing in the bending center, thus leaving scrap pits on the surface of the parts, as shown in Figure 7, resulting in scrap of the parts. To solve this type of problem, automatic roller brushes are added before palletizing, and the surface of the part is cleaned by the brushes when the part is conveyed through the belt, and the surface of the part is blown during loading at the bending center to remove surface debris.
(2) The problem of distortion and deformation of parts during processing. As the presser foot is used to position and press the center, if the presser foot cannot finish pressing the body of the part and the part itself has structural weaknesses, it may lead to distortion and deformation of the part when bending the edge, two corner positions will have S-shaped deformation, which leads to additional flat reworking of the part and increases the production cost of the company. Therefore, it is necessary to measure the distance from the presser foot to each side of the part before processing the part to ensure that the presser foot can finish pressing the body of the part and reduce the occurrence of distortion and deformation.
-
Press Metal Machine: The Definitive Guide to Precision Metal Forming
2026/03/12 -
Metal Punching Machine: The Ultimate Guide to Precision Hole Punching
2026/03/10 -

Sheet Metal Machinery: The Ultimate Guide to Industrial Fabrication Excellence
2026/03/04 -
Iron Sheet Laser Cutting Machine: Unmatched Precision for Demanding Fabrication with METMAC
2026/01/06
-
Sheet Metal Press Brake: Ultimate Guide to Precision Bending Technology in 2024
2026/03/13 -
Metal Punching Machine: Ultimate Guide to Precision Manufacturing in 2024
2026/03/11 -

Metal Folding Machine: Comprehensive Guide to Precision Bending in 2024
2026/03/09 -

Sheet Metal Equipment: Ultimate Guide to Industrial Fabrication Solutions in 2026
2026/03/06
-
Integrating Automation with Rectangular Duct Machines for Enhanced Productivity
2024/05/11 -
Metal Shear Machines- Essential Tools for Precision Metal Cutting
2024/05/11 -
Understanding the Role and Function of Steel Strip Slitting Machines
2024/05/11 -
Maintenance Tips for Longevity of HVAC Duct Machines
2024/05/11
-
A Guide to the Latest Innovations in Sheet Metal Folding Machines
2024/11/29 -
Key Features to Consider When Investing in a Sheet Metal Folding Machine
2024/11/28 -
Enhancing Precision with Advanced Sheet Metal Folding Machines
2024/11/27 -
How to Choose the Right Sheet Metal Folding Machine for Your Workshop
2024/11/26
