

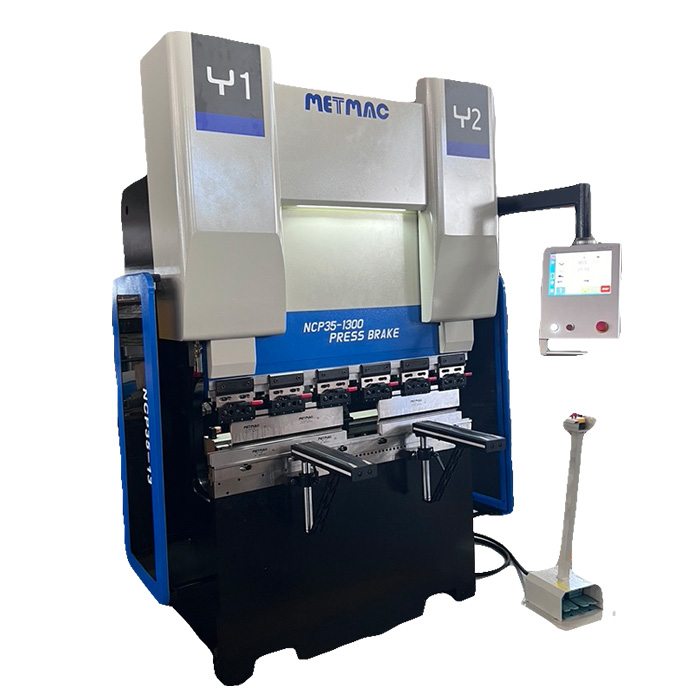
Precision Bends- Understanding the Mechanics of a Sheet Metal Press Brake
Precision bends are essential in various sheet metal fabrication applications, from complex aerospace components to everyday appliances. Understanding the mechanics behind a sheet metal press brake is crucial to achieving accurate and consistent bending operations.
Hydraulic or Mechanical?
Press brakes primarily utilize two power systems: hydraulic or mechanical. Hydraulic press brakes employ hydraulic cylinders that provide pressure to the upper beam, offering high force and precise control. Mechanical press brakes, on the other hand, use a mechanical linkage system with cams or gears to generate the bending force. Each system has its advantages: hydraulic press brakes excel in precise bending, while mechanical press brakes are ideal for high-volume production due to their speed and consistency.
Components of a Press Brake
A sheet metal press brake consists of several key components:
Upper Beam
The upper beam, also known as the ram, moves vertically and applies force to the sheet metal. It typically houses the punch, which forms the bend.
Lower Beam
The lower beam supports the sheet metal and provides a solid base for bending. It may incorporate a die or V-block to form the bend shape.
Backgauge
The backgauge is a movable stop that positions the sheet metal accurately before bending. It ensures that the bends are located at the desired distance from the edge of the material.
Controller
The controller is the brains of the press brake, managing the movement of the upper beam and the bending process. Modern controllers offer sophisticated features such as programmable sequences, tool compensation, and closed-loop feedback control.
Bending Process
The bending process involves several distinct stages:
Clamping
The sheet metal is secured between the upper and lower beams to prevent slippage during bending.
Deforming
The punch on the upper beam descends, applying force to the sheet metal and causing it to deform plastically. The material yield point determines the amount of force required.
Springback
After bending, the sheet metal tends to return to its original shape due to its elastic properties. The difference between the bent shape and the intended shape is known as springback, which must be accounted for in tool design and programming.
Top Tips for Precision Bends
Achieving precision bends requires careful attention to several factors:
– Proper tool selection: Choose the right punch and die to achieve the desired bend shape and radius.
– Material properties: Consider the material’s yield strength and thickness to determine the appropriate bending force.
– Tool compensation: Adjust the upper beam position to compensate for tool deflection and springback.
– Alignment: Ensure proper alignment of the punch, die, and backgauge to avoid uneven bends.
– Skilled operator: Experienced operators can optimize press brake settings and troubleshoot potential issues.
-
Press Metal Machine: The Definitive Guide to Precision Metal Forming
2026/03/12 -
Metal Punching Machine: The Ultimate Guide to Precision Hole Punching
2026/03/10 -

Sheet Metal Machinery: The Ultimate Guide to Industrial Fabrication Excellence
2026/03/04 -
Iron Sheet Laser Cutting Machine: Unmatched Precision for Demanding Fabrication with METMAC
2026/01/06
-
Sheet Metal Press Brake: Ultimate Guide to Precision Bending Technology in 2024
2026/03/13 -
Metal Punching Machine: Ultimate Guide to Precision Manufacturing in 2024
2026/03/11 -

Metal Folding Machine: Comprehensive Guide to Precision Bending in 2024
2026/03/09 -

Sheet Metal Equipment: Ultimate Guide to Industrial Fabrication Solutions in 2026
2026/03/06
-
Understanding the Role and Function of Steel Strip Slitting Machines
2024/05/11 -
Maintenance Tips for Longevity of HVAC Duct Machines
2024/05/11 -
Innovations in Steel Strip Slitting Machine Design and Technology
2024/05/11 -
Improving Accuracy in Metal Fabrication with Laser Metal Shear Machines
2024/05/11
-
A Guide to the Latest Innovations in Sheet Metal Folding Machines
2024/11/29 -
Key Features to Consider When Investing in a Sheet Metal Folding Machine
2024/11/28 -
Enhancing Precision with Advanced Sheet Metal Folding Machines
2024/11/27 -
How to Choose the Right Sheet Metal Folding Machine for Your Workshop
2024/11/26
