

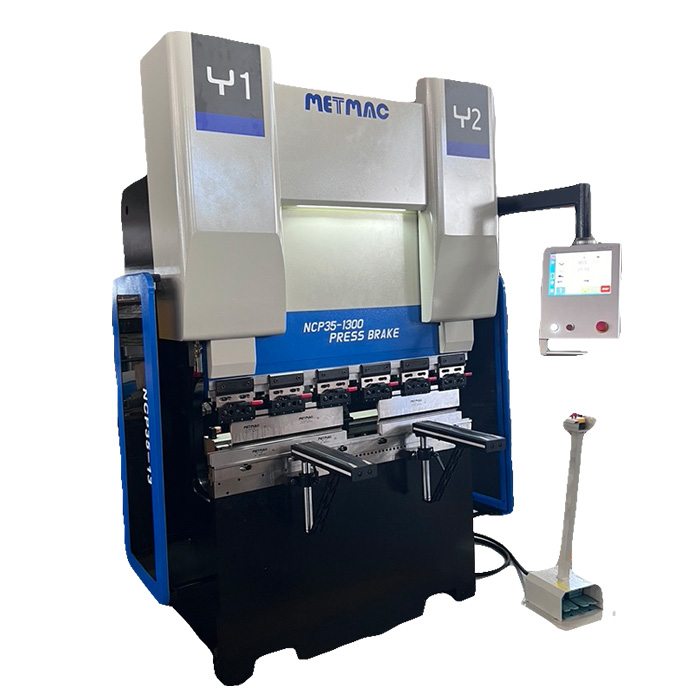
Best Practices for Designing Parts for Sheet Metal Press Brakes
In the realm of metal fabrication, precision and efficiency reign supreme. When designing parts for sheet metal press brakes, adhering to best practices ensures seamless production, reduces waste, and enhances overall quality.
1. Mind Your Material:
The choice of material profoundly impacts the bending process. Consider the material’s thickness, tensile strength, and formability. Soft materials, such as aluminum, require gentler bending, while harder materials, like steel, necessitate heavier forces.
2. Embrace Rule of Thumbs:
Seasoned fabricators rely on empirical rules to guide their designs. The Whitney Formula dictates a minimum bend radius of 0.15t, where ‘t’ is the material thickness. This ensures the material does not crack or tear.
3. Master the Bend Angle:
The desired bend angle is crucial. Use a press brake calculator to determine the correct die opening and punch depth. For sharp bends, consider overbending to compensate for springback.
4. Crush with Care:
Crushing, or flattening, the material during bending is sometimes necessary. However, excessive crushing can weaken the part. Use a punch with a radius to minimize crushing and enhance structural integrity.
5. Plan for Embossing:
If embossing is desired, use a female die with the raised pattern and a male punch with a flat surface. The material will conform to the die cavity, creating the desired relief.
6. Pierce Before Bending:
If piercing holes is required, perform this step before bending to prevent distortion or cracking. Use a press brake with a piercing station or outsource the piercing operation.
7. Embrace Bend Reliefs:
Bend reliefs, or notches, at the inside bend radius, provide clearance for the punch as it bends the material. This prevents overstretching or tearing of the material.
8. Avoid Excessive Springback:
Springback is the tendency of the material to return to its original shape after bending. Counteract this by using a punch with a slightly concave radius or by overbending.
9. Ensure Proper Tolerances:
Dimensional tolerances are essential. Consider the material’s thickness, bending angle, and springback when specifying tolerances. Tight tolerances may require multiple bends or additional tooling.
10. Seek Expert Advice:
If complex or critical parts are involved, don’t hesitate to consult with an experienced sheet metal fabricator. Their expertise can help optimize the design and avoid costly errors.
-
Press Metal Machine: The Definitive Guide to Precision Metal Forming
2026/03/12 -
Metal Punching Machine: The Ultimate Guide to Precision Hole Punching
2026/03/10 -

Sheet Metal Machinery: The Ultimate Guide to Industrial Fabrication Excellence
2026/03/04 -
Iron Sheet Laser Cutting Machine: Unmatched Precision for Demanding Fabrication with METMAC
2026/01/06
-
Sheet Metal Press Brake: Ultimate Guide to Precision Bending Technology in 2024
2026/03/13 -
Metal Punching Machine: Ultimate Guide to Precision Manufacturing in 2024
2026/03/11 -

Metal Folding Machine: Comprehensive Guide to Precision Bending in 2024
2026/03/09 -

Sheet Metal Equipment: Ultimate Guide to Industrial Fabrication Solutions in 2026
2026/03/06
-
A Guide to the Latest Innovations in Sheet Metal Folding Machines
2024/11/29 -
Key Features to Consider When Investing in a Sheet Metal Folding Machine
2024/11/28 -
Enhancing Precision with Advanced Sheet Metal Folding Machines
2024/11/27 -
How to Choose the Right Sheet Metal Folding Machine for Your Workshop
2024/11/26
